SỬ DỤNG MŨI KHOAN TRÊN MÁY CNC GỖ.
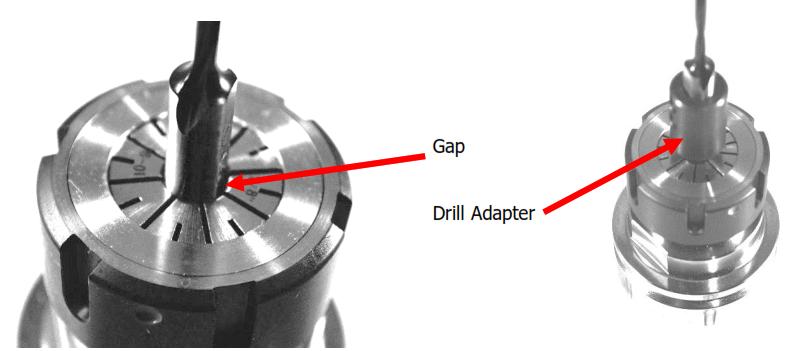
Sử dụng mũi khoan chuôi 10mm điển hình với vùng phẳng đặt vít trên chuôi, trong đầu HSK F63 hoặc ISO 30 kiểu collec kẹp có thể tạo ra các lỗ hình bầu dục.
Đường tròn của chuôi của mũi khoan không thể được kẹp đều xung quanh của nó, do mặt phẳng trên chuôi dụng cụ dùng để siết vít định vị.
Khe hở còn lại giữa thành ống kẹp và chuôi dao trong khu vực bằng phẳng có thể làm lệch mũi khoan, có thể bị lung lay và không mang lại kết thúc tốt.
Giải pháp là lấy một bộ chuyển đổi mũi khoan nhỏ và rẻ tiền có chuôi hình trụ 10mm (không có mặt phẳng) để lấp vào collec để tiếp nhận chuôi khoan 10mm có mặt phẳng và được siết chặt bằng vít định vị .
Để sử dụng CNC, chiều dài mũi khoan 70mm nên được chọn trên chiều dài 57mm.
Tóm tắt nội dung
Các kiểu mũi khoan và mũi phay gỗ thường dùng cho máy cnc gỗ.
– Sử dụng mũi khoan trên máy cnc gỗ.
– Các kiểu mũi khoan cho máy cnc gỗ.
– Bộ chuyển đổi mũi khoan cnc.
– Hình dạng mũi router – vật liệu công cụ.
– Mũi router phay gỗ hợp kim và kim cương.
– Mũi phay gỗ hợp kim rắn.
– Các loại mũi router thường dùng cho máy cnc.
– Mũi router có lưỡi cắt bằng kim cương.
– Mẹo sử dụng mũi router cho máy cnc nesting/cnc router.
– MDF sử dụng mũi hợp kim hay kim cương.
– Các trường hợp không nên sử dụng mũi phay kim cương.
CÁC KIỂU MŨI KHOAN CHO MÁY CNC GỖ.
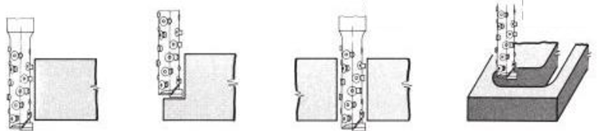
Đối với các lỗ sẽ xuyên qua vật liệu, hãy sử dụng mũi khoan có đầu khoan hình V (ThruHole Bits) để ngăn bề mặt bị rách ở dưới cùng của vết cắt.
Đối với các lỗ mù (lưng chừng), cần có một điểm tâm giữa và lưỡi cắt 2 bên. Nó có một điểm chính giữa và lưỡi cắt bên ngoài để khoét một lỗ sạch. Đối với lỗ thí điểm, mũi khoan này có sẵn ở dạng cacbua rắn với đường kính 1/8 ”
Đối với lỗ khoan bản lề, bản lề có rãnh là lựa chọn tốt nhất. Điểm trung tâm và các mũi nhọn bên ngoài cung cấp một lỗ cạnh sạch và ngăn chặn bit “đi bộ”.

BỘ CHUYỂN ĐỔI MŨI KHOAN CNC.
Bộ chuyển đổi mũi khoan đa năng này là lựa chọn tốt nhất và duy nhất nếu khoan nhiều kích thước mũi khoan hình trụ khác nhau mà không phải lúc nào cũng có sẵn ống kẹp.
RPM và tỷ lệ nguồn cấp dữ liệu:
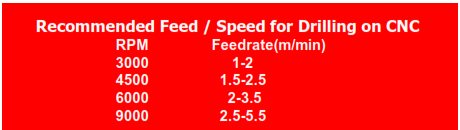
Khi khoan hoặc doa lỗ trên máy CNC, tốc độ trục chính và tốc độ tiến dao của bạn phải được điều chỉnh để nằm trong các thông số thích hợp cho mũi khoan / doa.

HÌNH DẠNG MŨI ROUTER – VẬT LIỆU CÔNG CỤ.
Các lựa chọn tốt nhất để gia công CNC là mũi router cacbua rắn hoặc PCD (kim cương đa tinh thể).
Dụng cụ PCD đạt được lợi tức đầu tư tốt nhất khi nó chuyên dụng để cắt vật liệu đồng nhất và không bị thay thế giữa vật liệu composite và gỗ. Sử dụng các công cụ chuyên dụng cho mỗi vật liệu!
Dụng cụ cắt một lần duy nhất làm bằng cacbua là một giải pháp kinh tế để sử dụng trên máy CNC là để cắt chi tiết có biên dạng nhỏ (tức là một lần).
Bảng so sánh vật liệu làm dụng cụ.

MŨI ROUTER PHAY GỖ HỢP KIM VÀ KIM CƯƠNG.
Tùy thuộc vào sản phẩm và khối lượng được gia công, việc lựa chọn công cụ cắt phù hợp nhất đòi hỏi một chút trải nghiệm nếu muốn có hiệu suất và độ hoàn thiện tốt nhất so với mức đầu tư.
Trong các trang trình bày sau, chúng tôi trình bày các lựa chọn mũi phay phổ biến nhất và tiết kiệm chi phí dựa trên ứng dụng.
Đối với các đường cắt thẳng như phay định hình, ghép, phay cạnh, tạo rãnh và tạo lỗ, các tùy chọn có sẵn là cacbua rắn, mảnh dao cacbit hoặc PCD (kim cương đa tinh thể).
Đối với các ứng dụng mũi phay profile, các tùy chọn là mảnh dao cacbua hoặc PCD và đối với nhu cầu loại mũi router sử dụng”một lần”, đầu gấp nếp cung cấp một giải pháp hiệu quả về chi phí.
Ngoài nhiều thiết kế công cụ tiêu chuẩn, thường cần phải tùy chỉnh một công cụ cho một yêu cầu cụ thể để cung cấp một lựa chọn kinh tế hơn theo thời gian.
Nhiều kiểu dáng công cụ có thể dễ dàng tạo ra cùng một kiểu cắt, vì vậy việc nghiên cứu chi phí, thời gian và năng suất dựa trên lựa chọn công cụ có thể có tác động đáng kể đến ngân sách dụng cụ.
MŨI PHAY GỖ CARBIDE RẮN
Các mũi router phay có nhiều dạng hình dạng dụng cụ, số lượng cánh và mài cạnh bao gồm những cái phổ biến nhất bên dưới và được mô tả chi tiết hơn.

Hãy nhớ rằng: Nhiều cánh hơn không có nghĩa sản phẩm sẽ mịn hơn! Nhiều cánh hơn có nghĩa là bạn có khả năng tốc độ nguồn cấp dữ liệu nhanh hơn! Tham khảo thông tin tải phôi sau trong phần trình bày này để tính toán nhu cầu của bạn.
CÁC LOẠI MŨI ROUTER THƯỜNG DÙNG CHO MÁY CNC.
MŨI ROUTER CÁCH NỮA HÌNH O (CARBIDE RẮN)
Hình ảnh này cho thấy một cacbua rắn, cánh thẳng hình cánh nữa O. Hình dạng cánh được mài thành một nửa hình tròn.
Hình dạng đặc biệt này được sử dụng để cắt nhựa dẻo. Cánh thẳng và giúp giữ một loại nhựa dẻo có trọng lượng nhẹ không di chuyển hoặc nâng lên trên bàn làm việc trong quá trình gia công.

Sử dụng công cụ này trên các vật liệu như: Polycarbonate, ABS, Polystyrene, PVC, và các loại nhựa dẻo khác
MŨI ROUTER XOẮN HƯỚNG LÊN O-FLUTE.
Mũi router xoắn hướng lên của O-Flute có cùng hình dạng O-Flute cần thiết để loại bỏ phoi hiệu quả khi gia công nhựa và cũng có góc cắt hướng lên để đưa các phoi ra khỏi vết cắt và cung cấp độ hoàn thiện cạnh sạch nhất có thể.

Công cụ này là bộ định tuyến bit ưa thích cho các vật liệu nhựa cứng và cứng, chẳng hạn như: Acrylics, Nylons, Plexiglass và các loại nhựa cứng khác.
MŨI ROUTER ĐƯỜNG XOẮN HƯỚNG LÊN.
Mũi cắt xoắn ốc hướng lên được sử dụng khi lấy phoi ra khỏi vết cắt là cực kỳ quan trọng, hoặc khi vật liệu chỉ được dát mỏng hoặc tráng ở một mặt và đang được gia công úp xuống. Hình dạng của dụng cụ này có nguy cơ là phần trên của vật liệu bị cắt có thể bị vụn hoặc sờn.
Công cụ này là một lựa chọn tốt cho nhu cầu cắt mộng và cũng cung cấp một lựa chọn tuyệt vời cho các đường chạy ngắn trên. (chạy lâu hơn nên xem xét mũi router kim cương PCD vì nó tiết kiệm chi phí hơn).
Các mũi cắt hướng lên cung cấp khả năng tiếp liệu nhanh hơn so với các mũi phay cắt xuống khi các phoi được kéo ra khỏi vết cắt bằng hành động cắt hướng lên và giữ cho công cụ chạy mát hơn.

MŨI ROUTER ĐẦU MÚC (ĐẦU TRÒN)
Dụng cụ mũi dầu múc (mũi phay hình bán nguyệt) là một sự lựa chọn tuyệt vời cho các hoạt động cắt rãnh và gấp mép, nhưng cũng là dụng cụ được lựa chọn khi phải tạo bề mặt các hình dạng phức tạp. Một chút đáy phẳng sẽ để lại đường kẻ và độ hoàn thiện kém, nhưng một chút mũi bóng, do hình dạng tròn, cung cấp những đường chuyền liền mạch.
Một tùy chọn khác cho công cụ này là phiên bản mũi phay mảnh dao cacbua (hình bên dưới), luôn tiết kiệm chi phí hơn nhiều nếu dự án đang diễn ra với nhu cầu dụng cụ liên tục.

MŨI ROUTER XOẮN HƯỚNG XUỐNG.
Mũi router xoắn ốc cắt hướng xuống cung cấp một lớp hoàn thiện bề mặt trên cùng tuyệt vời, nhưng tùy thuộc vào ứng dụng, nó có nguy cơ đẩy các chip vào vết cắt và làm cho mũi router bị nóng và gãy.
Với khả năng hút bụi tốt và tải chip thích hợp, điều này sẽ không thành vấn đề. Nó thường được lựa chọn để cắt rãnh.
Điều quan trọng cần nhớ là luôn sử dụng chiều dài cắt ngắn nhất có thể cho các rãnh, rãnh cắt, vì các dụng cụ dài hơn sẽ có nhiều độ lệch hơn và có thể dễ gãy hơn hoặc cung cấp độ hoàn thiện kém do bị lệch khi chiều dài cắt quá mức.
Nếu có yêu cầu cắt phôi hoặc giảm chi phí, một mũi router thay mảnh sẽ giảm chi phí đáng kể trong một khoảng thời gian ngắn nếu dụng cụ có sẵn ở đường kính cần thiết. (Hình ảnh bên dưới)

MŨI ROUTER XOẮN HAI CHIỀU.
Mũi router xoắn hai chiều được thiết kế để cắt các vật liệu có phủ laminate, melamine, HPL, sơn, giấy, v.v. trên cả bề mặt trên và dưới.
Các lưỡi cắt có dạng hình học góc cắt đối diện và cắt về phía trung tâm của vật liệu, do đó cung cấp bề mặt sạch sẽ trên và dưới.
Đây là loại router kiểu dáng phổ biến nhất được sử dụng trong gia công ván composite và có sẵn trong nhiều quá trình thi công khác nhau …. sắp xếp từ nhiều loại cacbua được xác định cho gỗ, vật liệu composite và melamine, và cả các sản phẩm có vật liệu phủ.
Các mũi router này có nhiều cấp độ cacbua! Chọn một cho từng công việc khác nhau.
Nếu sử dụng các mũi router xoắn hai chiều ¾ ”hoặc lớn hơn, mũi router thay mảnh hoặc công cụ kim cương PCD cung cấp tùy chọn chi phí thấp hơn cho mọi nhu cầu liên tục.


MŨI ROUTER XOẮN HAI CHIỀU..
Mũi phay cắt phoi xoắn hai chiều là sự lựa chọn tốt nhất để cắt ván ép và tấm OSB, nơi mong đợi một bề mặt hoàn thiện tốt cả hai mặt.
Các bộ phận mũi phay, các rãnh được gia công theo mô hình bù đắp vào các cánh, tạo điều kiện cho tốc độ nạp liệu nhanh hơn và phá vỡ các phoi lớn hơn do các vật liệu này tạo ra.
Mặc dù mũi phay gỗ về cơ bản là một công cụ đục lỗ, nhưng nó cung cấp các đặc tính gia công tuyệt vời cũng như độ hoàn thiện tốt theo xoắn hai chiều.
Dưới đây là tùy chọn công cụ thay mảnh dao cho các yêu cầu tốc độ nạp liệu cao trên các tấm ván ép và các vật liệu tổng hợp khác.

MŨI ROUTER LƯỠI CẮT XOẮN HƯỚNG LÊN HOẶC LƯỠI CẮT XOẮN HƯỚNG XUỐNG.
Mũi router cắt lên hoặc cắt xuống là sự lựa chọn tuyệt vời để cắt các tấm composite và ván ép khi cần có bề mặt hoàn thiện tốt ở một mặt. (cắt xuống để hoàn thiện tốt nhất ở trên và cắt lên để gia công mặt xuống).
Tùy chọn mũi router thay mảnh hình bên dưới, có nhiều lựa chọn dao thay mảnh theo kiểu thẳng, cắt lên hoặc cắt xuống hoặc thậm chí là xoắn hai chiều và có thể được sắp xếp khi cần thiết trên thân dụng cụ như hình dưới đây .. Điều này cho phép chúng được định vị tốt nhất có thể kết quả.

MŨI ROUTER LƯỠI CẮT XOẮN HƯỚNG LÊN HOẶC LƯỠI CẮT XOẮN HƯỚNG XUỐNG.
Một mũi router gia công thô được thiết kế để loại bỏ nhiều vật liệu một cách nhanh chóng, nhưng như tên gọi của nó, nó để lại một cạnh thô mà phải được làm sạch bằng hoàn thiện bằng một công cụ khác.
Tốc độ cấp liệu điển hình cho 3 cánh này là 800 ”/ phút trở lên.
Một lựa chọn rất hiệu quả về chi phí là dụng cụ gia công thô thay mảnh (hình bên dưới) có sẵn mảnh dao cacbua hoặc kim cương (PCD) và tiết kiệm chi phí đáng kể cho các hoạt động khối lượng lớn.

MŨI ROUTER CÓ LƯỠI CẮT BẰNG KIM CƯƠNG.
Vật liệu dụng cụ kim cương có nên được xem xét cho một ứng dụng cụ thể hay không, sẽ được thảo luận trong bài viết này.
Các mũi router kim cương có nhiều kiểu như góc cắt, một cánh đơn, hai cánh hoặc ba cánh dùng một lần, cắt đơn phân đoạn đối diện, v.v.
Các công cụ kim cương không phải tất cả đều như nhau. Một số được thiết kế để dùng một lần, một số khác có thể được mài một hoặc nhiều lần và những yếu tố này cần được xem xét khi mua dụng cụ PCD.

MẸO KHI SỬ DỤNG MŨI ROUTER CHO MÁY CNC NESTING.
Luôn điều chỉnh chiều dài cắt của công cụ cho phù hợp với độ dày của vật liệu, tức là chiều dài cắt phải dài hơn độ dày của ván một cách tối thiểu.
Luôn chọn công cụ mạnh hơn, tức là chiều dài cắt không quá dài và đường kính không quá nhỏ.
Phần giữ vật liệu phải vừa với dụng cụ. Điều đó có nghĩa là, hãy chọn các công cụ có đường kính nhỏ để các bộ phận dễ bị dịch chuyển.
Khe hở phoi tốt hơn trên các dụng cụ có đường kính lớn hơn, do đó khi chạy tốc độ nạp liệu cao và các tấm dày hơn, hãy sử dụng đường kính 5/8 ”hoặc lớn hơn.
Chọn dụng cụ kẹp có độ chính xác cao nhất. Như Co nhiệt, Hydro Chuck hoặc Preziso (xem thêm bài mô tả tại Blogs)
Nếu sử collec, hãy thường xuyên thay collec. (cứ sau 500 giờ thì phảy thay!)
ĐỐI VỚI MDF SỬ DỤNG LƯỠI HỢP KIM HAY LÀ KIM CƯƠNG.
Không có gì phải bàn cãi khi PCD (kim cương đa tinh thể) sẽ tốt hơn dụng cụ cacbua rắn trong gỗ và vật liệu composite.
Nhiều bội số và là sự lựa chọn kinh tế hơn theo thời gian. Cho đến gần đây, có một lý lẽ tốt để tránh xa các mũi phay kim cương, bởi vì hầu hết các công ty quảng cáo chúng chỉ cung cấp một cánh có đường kính ½ ”trở xuống.
Điều này đã không tạo điều kiện cho tỷ lệ thức ăn cao. Điều đó đã thay đổi với sự ra đời của các mũi phay kim cương PCD 3/8 ”và ½” là 2 cánh!
Nếu bạn muốn đạt được tuổi thọ của dụng cụ tốt nhất có thể và tiết kiệm được số tiền đáng kể trong quá trình này, bạn sẽ không kiểm tra chi phí vận hành một công cụ kim cương cho các dự án lớn nhất của mình!
Cho dù định cỡ hay định hình, dụng cụ kim cương phải luôn được sử dụng trên vật liệu đồng nhất và cùng độ dày vật liệu để tối đa hóa tuổi thọ và hiệu suất của dụng cụ.
Hầu hết các dụng cụ kim cương có thể được mài sắc một vài lần và sẽ tồn tại lâu nhất khi được ghép nối với đầu kẹp dụng cụ co nhiệt để có độ chính xác cao nhất.

CÁC TRƯỜNG HỢP KHÔNG NÊN SỬ DỤNG MŨI PHAY KIM CƯƠNG.
Đây là những trường hợp mà các mũi router cacbua rắn sẽ là lựa chọn tốt hơn:
Khi vật liệu và độ dày vật liệu khác nhau và việc trang bị một dụng cụ kim cương cho mỗi thao tác là không khả thi.
Nếu mức chi phí ban đầu là quan trọng và giá công cụ trả trước cao hơn không được chấp nhận vì lý do dòng tiền mặc dù nó sẽ tiết kiệm nhiều theo thời gian.
Nếu vật liệu dễ bị lẫn kim bấm, đinh, v.v. (dụng cụ kim cương dễ bị hư hại do va đập).
Nếu máy cũ hơn và trục chính bị rơ hoặc các chi tiết có xu hướng di chuyển trên bàn làm việc cao….
Nếu những người vận hành máy có tính kỷ luật kém và sẽ không xử lý một công cụ kim cương tốt nhất xứng đán với giá trị của nó..
Nếu khách hàng không sẵn sàng đầu tư vào một thiết lập hoàn chỉnh để đảm bảo dụng cụ kim cương có khả năng hoạt động như mong đợi, tức là không muốn thay thế collec hoặc đầu tư vào đầu kẹp dụng cụ co nhiệt.
Khách hàng đang cắt các bộ phận và lập trình mũi phay cắm thẳng xuống vật liệu (điều này tạo ra rất nhiều nhiệt sẽ làm cho dụng cụ PCD bị mòn sớm.
Anh chị cần thêm thông tin hãy liên hệ chúng tôi để có thông tin tốt nhất, hỗ trợ anh chị vận hành tốt máy cnc.
Xem thêm nội dung: